Control Valve Problems
Come Across a Useful & Informative blog-Control valve problems can severely affect control loop performance and, unless eliminated, they can make controller tuning a challenging (sometimes impossible) task. Some problems are quite obvious to the trained eye and can easily be detected by loop performance assessment software. Others can be more difficult to detect without running specific tests. When doing on-site services, I always make sure to watch out and/or test for valve problems.
Four problems with control valves are found at a high frequency in poorly performing control loops. These are:
- Dead band
- Stiction
- Positioner overshoot
- Incorrect valve sizing
- Nonlinear flow characteristic
Let’s take a closer look at each of these problems.
Dead band
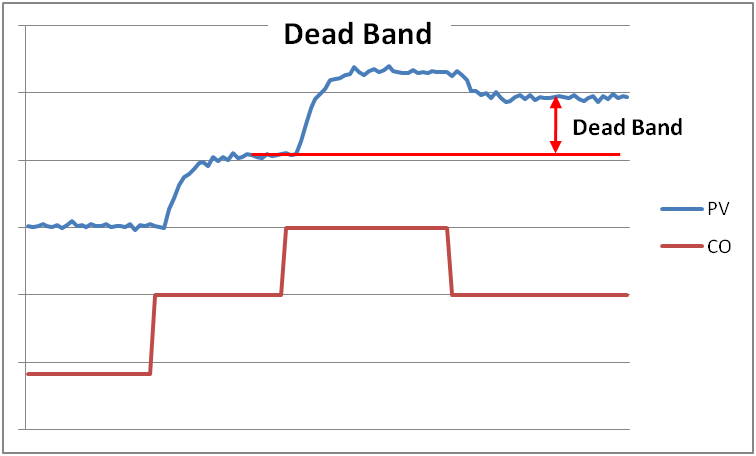
A valve with dead band acts like there is some backlash between the controller output and the actual valve position. Every time the controller output changes direction, the dead band has to be traversed before the valve physically starts moving. Although dead band may be caused by mechanical backlash (looseness or play in mechanical linkages), it can also be caused by excessive friction in the valve, an undersized actuator, or a defective positioner.
Many people use the term Hysteresis instead of dead band (I used to be one of them). But theISA and Wikipedia define hysteresis as something else. The ISA clearly calls the mechanical backlash phenomenon in control valves ”dead band”.
{kind=link}
A control valve with dead band will cause oscillations in a level loop under PI or PID control if the controller directly drives the control valve (non-cascade). A control valve with dead band can also cause oscillations after a set point change in control loops on self-regulating processes – especially if the integral action of the controller is a little excessive.
Stiction
Another very common problem found in control loops is stiction. This is short for Static Friction, and means that the valve internals are sticky.
If a valve with stiction stops moving, it tends to stick in that position. Then additional force is required to overcome the stiction. The controller continues to change its output while the valve continues to stick in position. Additional pressure mounts in the actuator. If enough pressure builds up to overcome the static friction, the valve breaks free. The valve movement quickly absorbs the excess in pressure, and often the valve overshoots its target position. After this, the valve movement stops and the valve sticks in the new position.
{kind=link}
Frequently, this overshoot in valve position causes the process to overshoot its set point. Then the valve sticks at the new position, the controller output reverses direction and the whole process repeats in the opposite direction. This causes an oscillation, called a stick-slip cycle. If loop oscillations are caused by stiction, the controller output’s cycle often resembles a saw-tooth wave, while the process variable may look like a square wave or an irregular sine wave.
{kind=link}
Stiction might be caused by an over-tight valve stem seal, by sticky valve internals, by an undersized actuator, or a sticky positioner.
Positioner Overshoot
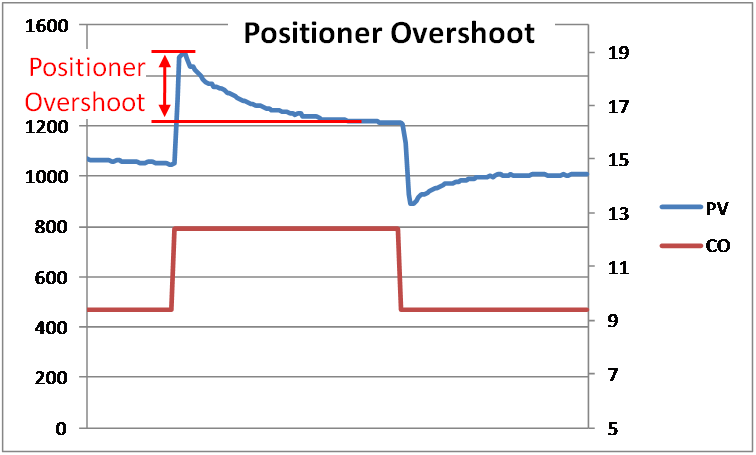
One control valve problem that is more common now than a decade ago, is that of positioner overshoot. Positioners are fast feedback controllers that measure the valve stem position and manipulate the valve actuator until the desired valve position is achieved. Most positioners can be tuned. Some are tuned too aggressively for the valve they are controlling. This causes the valve to overshoot its target position after a change in controller output. Sometimes the positioner is simply defective in a way that causes overshoot. If the process controller is also tuned aggressively, the combination with positioner overshoot can cause severe oscillations in the control loop.
{kind=link}
Valve Sizing
The fourth common problem with control valves are oversized valves. Valves should be sized so that full flow is obtained at about 70%-90% of travel, depending on the valve characteristic curve and the service conditions. In most cases, however, control valves are sized too large for the flow rates they need to control. This leads to the valve operating at small openings even at full flow conditions. A small changes in valve position has a large effect on flow. This leads to poor control performance because any valve positioning errors, like stiction and dead band, are greatly amplified by the oversized valve.
Nonlinearity
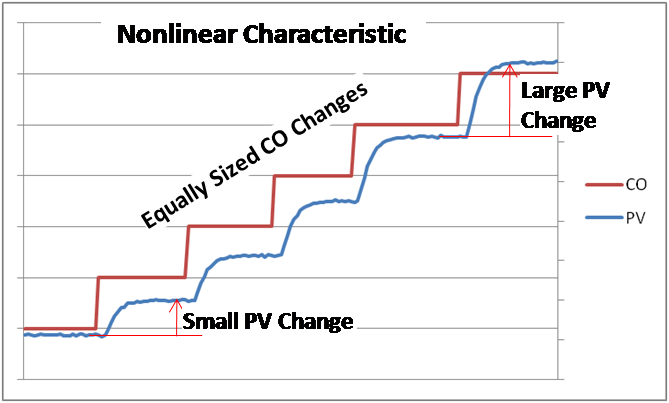
A valve with a nonlinear flow characteristic can also lead to tuning problems. A control valve’s flow characteristic is the relationship between the valve position and the flow rate through the valve under normal service conditions. Ideally the flow characteristic should be linear. With a nonlinear characteristic, one can have optimal controller response only at one operating point. The loop could become quite unstable or sluggish as the valve position moves away from this operating point.
{kind=link}
Conclusion
Before attempting to tune a control loop, check the valve for dead band, stiction and nonlinearity and have all problems attended to. This could save hours of effort tuning a loop in which the control valve is actually the item needing attention.
Also See-